Hauptinhalt
Roto Frank Austria
Kundenanforderung:
Verschiedene Kleinteile im Bereich Montagematerial sollen als Sortiment in Beutel verpackt werden, anschließend in Kisten zu 50 Stk. gesammelt um an eine Kartonverpackung weitergegeben zu werden. Kleinkartons sollen automatisch aufgerichtet werden, sodass durch eine Bedienperson jeweils 1 Beutel inkl. Beschreibung in den bereitgestellten Karton legt.
Dieser Karton wird automatisch verschlossen, etikettiert und zu 18 Stk. in einen Überkarton verpackt und verschlossen.


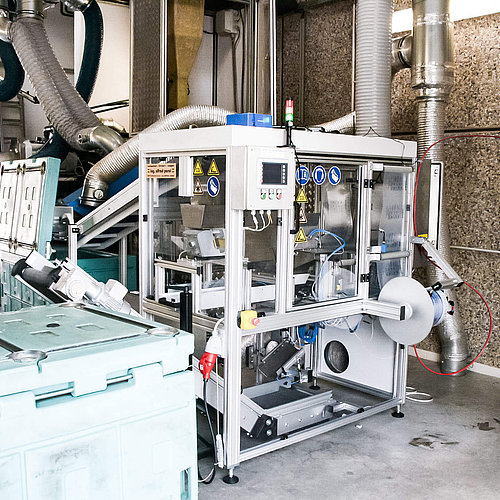
Umsetzung
- Sortimentserstellung mittels 10 Fördertöpfen und Becherförderband
- Vertikale Schlauchbeutelverpackungsanlage inkl. Thermotransferdrucker und Kontrollwaage
- Kistenbefüllung inkl. Stauförderband mit automatischem Kistenwechsel
- Automatische Kartonaufrichter von flachen Zuschnitten mit Steckverschluss
- Förderstrecke zur manuellen Befüllung der Kartons
- Beipackzettelspender (Reibanleger)
- Automatischer Kartonverschließer mit Heißleim
- Gruppierungseinheit mit pneumatischem Einsetzer der gruppierten Lage in einen Überkarton
- Umreifungsgerät zum Verschließen der fertigen Überkartons
Leistung der Anlage: 20 Beutel/min.
Meilensteine
Anlagenbau: 3. & 4. Qurtal 2012
Inbetriebnahme beim Kunden: 4. Quartal 2012